

製品名:マイクロサーム
製品名:耐火断熱れんが

製品名:TOMBO「エネサーモ」

※参照元:Microporous Insulation in Modern Transportation Vehicles|Firebird(https://www.firebirdref.com/industry/application-of-microporous-thermal-insulation-materials-in-modern-transportation-vehicles/)
マイクロサームは高温でも静止空気よりも熱を通しにくいマイクロポーラス構造を持ちます。ロックウールやグラスウール、ケイ酸カルシウム板などの従来の断熱材と比べて、 800〜1,000℃域でおよそ1/4、1,200℃域でも半分以下の厚みで同等の断熱性能※を発揮できる素材です。
従来では100mm厚が必要だった条件でも、25mm程度で収めることができた事例があり、燃料電池のホットモジュールの小型化、航空機などの飛翔体の熱対策において、設計要件を満たしやすくなります。
※参照元:Microporous Insulation in Modern Transportation Vehicles|Firebird(https://www.firebirdref.com/industry/application-of-microporous-thermal-insulation-materials-in-modern-transportation-vehicles/)
プロマット・ジャパンは、1983年から断熱材を国内で製造・加工してきたメーカー。
長年蓄積された加工ノウハウと、素材の特性への深い知見が、形状に合わせて作り込む断熱部品化の基盤になっています。
三重の国内工場にはCNCフライス盤やCAD/CAM等の精密設備を完備し、図面や3Dデータを起点に装置の形状へ合わせた成形・加工を一社で対応可能です。
そのため、燃料電池筐体や航空補機まわりのように省スペースが要求される場合でも、加工技術とパネル・キルト・ブロックなどの製品を組み合わせて、実現可能な断熱部品として仕上げられます。
製造現場と綿密なすり合わせが可能な国内体制を活かし、細かな調整にも評価試作1個から応じられるため、開発時の評価の現実的な選択肢になります。

基材・用途ガスから水素を取り出し発電する燃料電池(SOFC)における、「改質器」や「スタック」周辺の高温断熱(700〜800℃の保温)。
課題家庭用サイズに収めるためのスペース制約が厳しい。
従来の断熱材(厚さ100mm必要)では筐体に入りきらない上、放熱ロスが大きく、目標とする発電効率を達成できずにいた。
導入後効果マイクロサームへの切り替えで、断熱層を約25mm(従来の1/4)まで圧縮。
生まれたスペースを配管や空気層に充てることで、筐体サイズを変えずに熱マネジメントを最適化し、システム全体の発電効率(総合効率)向上に成功した。

基材・用途高速・長距離飛行する飛翔体の、エンジン排熱および機体表面の空力加熱(摩擦熱)対策。
課題1,000℃近い高温に耐えつつ、機体の「重量制限」と「スペース制限(20〜50mm)」をクリアする必要があった。
グラスウールでは耐熱性が足りず、高温用ファイバーでは厚みが出てしまい、解決策が見つからずにいた。
導入後効果高温用ファイバーの約半分の厚みで済むマイクロサームを採用し、重量とスペースの課題を解決。
さらに、機体内部の支柱やリベットを避ける「複雑な切り欠き・段差加工」を施すことで、過酷な振動環境下でも脱落しない高精度な実装を実現した。
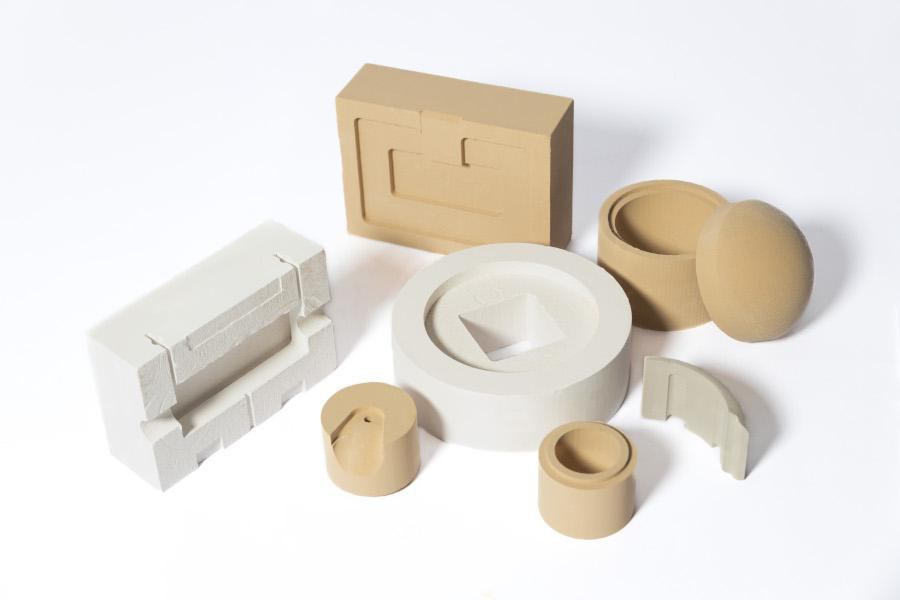
ガラスクロスで縫製された柔軟な断熱材。円筒形の配管や曲面を持つタンクなど、ボード状では施工が難しい部位にも隙間なく密着可能です。
振動や衝撃が懸念される部位には、メタル被覆(カプセル)のオプションを用いることで耐久性を満たすことができます。
| キルティング型(標準仕様) | |
|---|---|
| 最高使用温度 (℃) | 1,000 |
| かさ密度 (kg/m³) | 240 |
| 圧縮強度 (MPa (N/mm²)) | 0.1 |
| 熱伝導率 (W/(m·K)) | 平均温度 200℃…0.027
平均温度 400℃…0.031 平均温度 600℃…0.039 平均温度 800℃…0.050 |
| 比熱 (kJ/(kg·K)) | 平均温度 200℃…0.92
平均温度 400℃…1.00 平均温度 600℃…1.04 |
| 収縮率 (%) | 片面加熱 12時間 1,000℃…<0.5
全面加熱 24時間 1,000℃…<3 |
マイクロポーラスコアをガラスクロスで覆った標準的な「パネル型」と、より高密度で強度を高めた「ブロック型」です。パネル型は断熱性能に優れ、平面部への使用に適しています 。ブロック型は、凹凸や段差がある部位への適用や、一定の強度が求められる箇所に適しています。
| パネル型(標準仕様) | ブロック型(標準仕様) | |
|---|---|---|
| 最高使用温度 (℃) | 1,000 | 1,000 |
| かさ密度 (kg/m³) | 240 | 350 |
| 圧縮強度 (MPa (N/mm²)) | 0.13 | 0.32 |
| 熱伝導率 (W/(m·K)) | 平均温度 200℃…0.026
平均温度 400℃…0.023 平均温度 600℃…0.031 平均温度 800℃…0.039 |
平均温度 200℃…0.022
平均温度 400℃…0.024 平均温度 600℃…0.029 平均温度 800℃…0.034 |
| 比熱 (kJ/(kg·K)) | 平均温度 200℃…0.92
平均温度 400℃…1.00 平均温度 600℃…1.04 |
平均温度 200℃…0.92
平均温度 400℃…1.00 平均温度 600℃…1.04 |
| 収縮率 (%) | 片面加熱 12時間 1,000℃…<0.5
全面加熱 24時間 1,000℃…<3 |
片面加熱 12時間 1,000℃…<0.5
全面加熱 24時間 1,000℃…<3 |
| 所在地 | 東京都中央区東日本橋1-1-5 京王東日本橋第二ビル9階 |
|---|---|
| 電話番号 | 03-6240-9505 |
| 公式サイト | https://www.promat.com/ja-jp/ |
| 設立 | 1983年11月30日 |
イソライトの耐火断熱レンガは、繊維を固めただけのボードとは異なり、高温で焼成された「セラミック焼結体」です。
製品によっては4.0 MPa以上の高い圧縮強さを持ち、ヒーターや台車などの重量物が直接荷重をかける炉床や、高さのある炉壁にも対応します。長期間変形することなく設備を支え続けるため、炉の補修頻度を低減します。
製鉄所や石油化学プラントなどの巨大設備では、定修(定期修理)のたびに何万個という単位で均質なレンガが必要となります。
イソライト工業は、JIS規格(R 2611等)に基づいた標準製品を、国内で安定的に大量供給できる体制を確立。
標準寸法(並型など)のため複雑な設計計算が不要で、調達リードタイムも短縮可能。現場での寸法不整合(手戻り)も防げるため、工期遵守の切り札となります。
導入事例は確認できませんでした。
JIS R 2611に準拠した、標準的な耐火断熱レンガです。さまざまな工業炉のバックアップ断熱から内張りまで対応します。
| B1 | B2 | B4 | B5 | B6 | |
|---|---|---|---|---|---|
| 単重
(kg) |
1.19≧ | 1.19≧ | 1.36≧ | 1.36≧ | 1.53≧ |
| かさ比重 | 0.65 | 0.65 | 0.78 | 0.78 | 0.86 |
| 圧縮強さ (MPa)
JIS R 2615 |
3 | 3.2 | 1.5 | 1.7 | 2.4 |
| 熱伝導率 at 600℃
(W/(m・K)) JIS R 2616 熱線法 |
0.22 | 0.26 | 0.33 | 0.33 | 0.37 |
| 残存線変化率 (%)
at ( )℃×12h JIS R 2613:1988 |
-0.6
-900 |
-0.8
-1,000 |
-0.3
-1,200 |
-0.25
-1,300 |
-1
-1,400 |
※数値は試験成績です。
Bグループよりも軽量・低熱伝導率でありながら、高い強度と耐熱衝撃性を兼ね備えた高性能シリーズです。
| LBK-20 | LBK-23 | LBK-26 | LBK-28 | LBK-30 | LBK-300 | |
|---|---|---|---|---|---|---|
| 単重
(kg) |
0.82≧ | 0.89≧ | 1.01≧ | 1.19≧ | 1.28≧ | 1.36≧ |
| かさ比重 | 0.48 | 0.51 | 0.61 | 0.7 | 0.82 | 0.81 |
| 圧縮強さ (MPa) JIS R 2615 |
1.2 | 1.3 | 1.8 | 4.1 | 4.8 | 6.0 |
| 曲げ強さ (MPa) JIS R 2619 |
0.8 | 0.8 | 1.1 | 1.6 | 2.1 | 2.2 |
| 熱伝導率 at 600℃
(W/(m・K)) JIS R 2616 熱線法 |
0.26 | 0.28 | 0.31 | 0.36 | 0.43 | 0.45 |
| 再加熱収縮率 (%)
at ( )℃×8h JIS R 2613:1985 |
0.03(1,200) | 0.19(1,300) | 0.14(1,400) | -0.20(1,500) | 0.33(1,550) | 0.26(1,600) |
| 所在地 | 大阪府大阪市北区中之島3-3-23
中之島ダイビル8階 |
|---|---|
| 電話番号 | 06-7711-5801 |
| 公式サイト | https://www.isolite.co.jp/ |
| 設立 | 1927年11月25日 |
前工程において、歩留まりを下げる最大の敵は「パーティクル(微粒子)」です。一般的な断熱材は発塵のリスクがあるため、クリーンルーム内での使用は敬遠されがちでした。
エネサーモCRは、フッ素樹脂(PTFE)などの特殊コーティングクロスと、バインダー(接着剤)を含まない中芯材を採用することで、ISOクラス6相当の低発塵を実現。
「汚染リスク」を排除したことで、ウェハの直近(チャンバーや配管)まで安全に断熱・保温することが可能になり、熱起因の欠陥を防いで歩留まり向上に貢献します 。
半導体プロセスの排気配管では、ガスの温度低下による「デポジット(堆積物)」の発生が課題です。
配管加熱用ヒーターと断熱材を一体化した「エネサーモPH」は、配管を加熱・保温することで、プロセスガスの凝縮・固化を防ぎ、「デポジット防止」と「安定加熱」を実現。配管詰まりによるメンテナンス頻度を低減します。
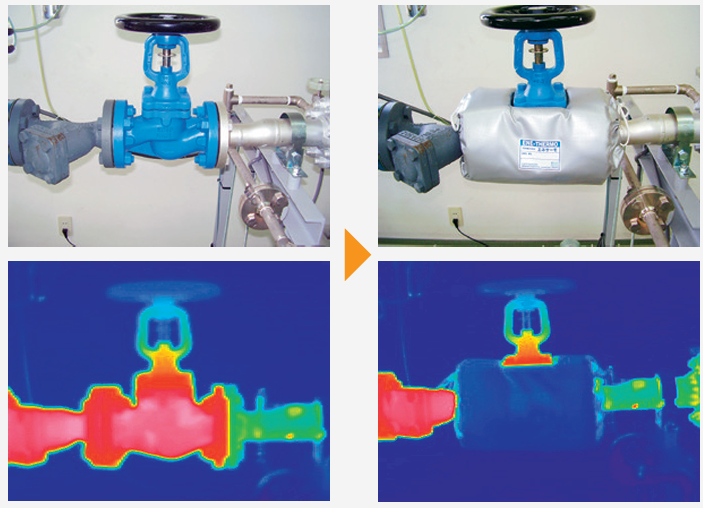
基材・用途工場内の蒸気配管における「玉型弁(10K-40A等)」やフランジなど、形状が複雑で断熱施工が難しい未保温箇所 。
課題一見断熱されているボイラー室でも、バルブ類は未施工のまま放置されがちで、表面温度は約170℃という高温に達していた。
多量の熱エネルギーがロスしているだけでなく、作業員が接触して火傷をするリスクもあった 。
導入後効果形状に合わせて製作されたエネサーモを装着することで、表面温度が約49℃まで低下し、安全な作業環境を確保。
さらにバルブ1個あたり年間約2万円の燃料費削減(A重油換算)と、0.66トンのCO2排出量削減を達成した 。
※参照元:【PDF】I22 エネサーモ|ニチアス公式HP(https://www.nichias.co.jp/cms/nichias/pdf/catalog/I22.pdf)
「発塵」を嫌う半導体・精密機器製造プロセスに 表面材に帯電防止効果のある「ふっ素樹脂コーティングガラスクロス」などを採用し、縫製糸や中芯材にも低発塵素材を使用したクリーンルーム専用モデルです。
| エネサーモ® CR | |
| 対応クリーン度 | ISOクラス6(旧クラス1000)相当 |
| 最高使用温度 | 250℃以下 |
配管内の「閉塞(デポジット)」防止・プロセスガス安定輸送に 断熱材の内側に「発熱体(ヒーター)」を一体化させたモデルです。
配管を外側から均一に加熱・保温することで、半導体排気配管などで発生しやすい副生成物の凝縮・固化を防ぎます。
| エネサーモ® PH | |
| 最高使用温度 | 200℃以下(標準仕様) |
| 所在地 | 東京都中央区八丁堀1-6-1 |
|---|---|
| 電話番号 | 03-4413-1111 |
| 公式サイト | https://www.nichias.co.jp/ |
| 設立 | 1896年4月9日 |